Нержавеющая сталь, обладает превосходными свойствами, как например коррозионная стойкость, привлекательный внешний вид имеет многостороннее применение в различных промышленных областях, строительстве и быту. Хорошо обработанная поверхность нержавеющей стали говорит о качестве материала. По визуальным причинам многие конструкционные элементы из благородной стали шлифуются в конце процесса обработки. Относительно коррозионной стойкости действует принцип, что чем поверхность более гладкая, тем выше коррозионная стойкость. Так отполированная поверхность дольше сохраняет внешний вид и свойства нержавеющей стали.
Для достижения оптимального результата при обработке нержавеющей стали необходимо соблюдать следующие условия
Условия обработки нержавеющей стали
Надо подобрать такой вид поверхности материала, то есть катаный материал, травленный и/или второй раз подвергнутый термической обработке, чтобы базовая поверхность была как можно более близка к требуемому качеству поверхности.
В целях сохранения коррозионной стойкости надо перед обработкой обратить внимание на правильные условия складирование и транспортировку материала. Это по существу обозначает, что:
- избегать любого соприкосновения с другими видами стали (стальные щётки, стальные канаты), а также материал надо складировать отдельно от катаной стали;
- избегать повреждения поверхности и кромок, а также царапин;
- нельзя складировать материал в близости от места обработки.
Шлифование
Существуют многие параметры, которые влияют на шероховатость, а также на вид шлифованной поверхности:
- шлифовальный станок с элементами, которые соприкасаются с материалом, а также имеет определённые параметры обработки (скорость резания и подачи);
- применение вспомогательных средств для шлифования (масел и эмульсий);
- качество абразивного материала.
На основании этих определённых процессом шлифования ограничивающих условий невозможно указать общую зависимость между достигнутой поверхностью и примененным абразивным изделием. Чтобы предупредить недоразумения во время согласования качества требуемой поверхности, надо перед началом обработки определить предельную формулу, а также значение шероховатости.
Шлифование и коррозия
Независимо от вида примененной нержавеющей стали, а тем самым прочности обрабатываемого предмета, надо безусловно соблюдать данные ниже указания, касающиеся шлифования нержавеющей стали:
- Никогда не применять абразивные инструменты сначала на нормальной стали, а затем на нержавеющей стали!
- Необходимо тщательно удалять отходы шлифования со всех поверхностей!
- Никогда не обсыпать поверхности благородной стали тлеющими искрами!
- Температуры обработки должны быть достаточно низкие, чтобы не доходило до образования карбидов хрома и этим самым до межкристаллитной коррозии. В случае, когда материал покроется налётом, необходимой является дополнительная обработка!
Только таким образом можно гарантировать, что не образуется новый пассивный слой и другие поверхности не будут повреждены в результате язвенной или межкристаллитной коррозии.
Что такое благородная сталь?
Введение
Под понятием благородной стали обычно подразумевают « нержавеющую сталь». Однако, что действительно скрывается под понятием «благородной стали» и каковы типичные области применения нержавеющей благородной стали?
Что такое благородная (нержавеющая) сталь?
Термином благородная сталь определены все виды стали, сплавленные по специальной технологии, с высокой степенью чистоты, которая равномерно реагирует на предусмотренную термическую обработку. Из этого определения вытекает, что благородная сталь это необязательно только легированная и высоколегированная сталь. В наших рассуждениях займёмся высоколегированной благородной сталью с содержанием хрома не меньше чем 10,5%.
Подразделение высоколегированной нержавеющей стали
Высоколегированную благородную сталь можно подразделить на основании её структуры на следующие группы:
* ферритная нержавеющая сталь
* мартенситная нержавеющая сталь
* аустенитная нержавеющая сталь
* ферритно-аустенитная нержавеющая сталь (сталь Duplex)
Ферритная нержавеющая сталь
Ферритная нержавеющая сталь разделяется в свою очередь на две группы:
* с содержанием хрома с около 11% по 13%
* с содержанием хрома (Cr) с около 17%
Хромовую сталь с содержанием 10,5 по 13% хрома в связи с небольшим содержанием хрома называют только сталью «с повышенной стойкостью к коррозии». Она применяется там, где на первом плане находятся прочность, безопасность и необходимость небольшого ухода, а также нет специальных требований относительно вида. Такой областью применения является например изготовление контейнеров, вагонов и транспортных средств.
Мартенситная нержавеющая сталь
Мартенситная благородная сталь с содержанием хрома с 12% по 18% а также угля свыше 0,1% в температурах свыше 950-1050ºС становится аустенитной. Быстрое переохлаждение (закалка) ведёт к образованию мартенситной структуры. Эта структура имеет, главным образом в облагороженном состоянии, высокую прочность, которая растёт вместе с ростом содержания угля. Эта сталь применяется, например, в производстве лезвий для бритья, ножей и ножниц. Условием достаточной стойкости к коррозии является соответствующее выполнение поверхности, какое можно получить, например, в процессе шлифования.
Аустенитная нержавеющая сталь
Аустенитная благородная сталь, называемая также хромоникелевой, с содержанием никеля свыше 8% это выгодная комбинация по отношению к свойствам обработки, стойкости к коррозии, а также механическим свойствам. Поэтому аустенитная сталь применяется в тех областях, в которых выступают агрессивные коммуникации. Например, в соприкосновении с морской водой, содержащей хлориды, в химической и пищевой промышленностях.
Аустенитно-ферритная нержавеющая сталь
Аустенитно-ферритную благородную сталь называют часто, в связи с двумя элементами её структуры, сталью Duplex. Высокая гибкость с одновременным повышением стойкости к коррозии позволяют применять эту сталь главным образом в области техники off-shore.
Может ли ржаветь нержавеющая сталь?
Введение
Для нержавеющей стали с содержанием хрома свыше 10,5% невозможно абсолютно исключить возникновение ржавчины. Даже аустенитная сталь с содержанием хрома свыше 20%, а также никеля свыше 8% может ржаветь в случае неправильного обращения с ней, а также в случае неправильной обработки или в случае дефекта структуры.
Благородная сталь входит в реакцию с кислородом и образует слой окиси так же, как обычная сталь. В нормальной стали кислород однако входит в реакцию с существующими атомами железа и образует пористую поверхность, позволяющую на прогрессию реакции. Эта реакция может длиться вплоть до полного «перержавения» предмета. В нержавеющей стали кислород входит в реакцию с довольно высокой концентрацией содержащихся в стали атомов хрома. Атомы хрома и кислорода образуют толстый слой окиси, который замедляет прогресс реакции. Этот слой называют также пассивным слоем, в связи с трудностью войти в реакцию в столкновении со средой. Прочность этого пассивного слоя зависит прежде всего от состава сплава стали.
Существуют две причины образования ржавчины на «нержавеющей» стали:
* пассивный слой не мог образоваться или
* пассивный слой был разрушен.
Разрушение пассивного слоя можно предотвратить только соблюдая высокую степень чистоты. Обрабатываемые поверхности должны быть в основном очищены от всех загрязнений, возникших во время обработки.
Перечисленные ниже виды коррозии образуются в результате разрушения пассивного слоя после его образования:
Поверхностная коррозия с убытками
Поверхностная коррозия с убытками характеризуется равномерным убытком поверхности обрабатываемого предмета. Этот вид коррозии выступает только тогда, когда на поверхность из стали действуют кислоты или сильные щёлочи. Степень убытка ниже 0,1 мм в год считается достаточной стойкостью к поверхностной коррозии с убытками.
Язвенная коррозия (plitting)
Язвенная коррозия может выступать, когда пассивный слой будет локально нарушен. За местное нарушение слоя отвечают ионы хлорида, которые в присутствии электролита отнимают у благородной стали атомы хрома, необходимые для образования пассивного слоя. В этих местах образуются отверстия похожие на иголочный укол. Опасность язвенной коррозии повышается в результате накопления на поверхности осадков, чужой ржавчины, остатков шлака или цветных налётов.
Межкристаллитная коррозия
Межкристаллитная коррозия может выступать, когда в результате воздействия тепла на границах шлифовальных зерен оседают карбиды хрома, которые в присутствии кислотных соединений изменяются в раствор. Это происходит при следующих температурах:
* аустенитная сталь 450º – 850ºС
* ферритная сталь не больше чем 900ºС
В случае правильного подбора шлифовального материала межкристаллитная коррозия не имеет возможность возникновения.
Контактная коррозия
Контактная коррозия (гальваническая) возникает, когда разные металлические материалы соприкасаются друг с другом, и они увлажнены электролитом. Тогда менее благородный материал поражается и переходит в раствор. Нержавеющая сталь в соприкосновении с другими материалами остается в невредимом состоянии (благородном).
Основные абразивные инструменты для обработки нержавеющей стали
Для обработки нержавеющей стали в каталоге абразивные инструменты Klingspor Вы сможете найти большое количество абразивных инструментов на гибкой основе и армированных отрезных кругов Kronenflex.
- круги отрезные по нержавеющей стали
- обдирочные диски
- бесконечная шлифовальная лента
- фибровые диски по нержавеющей стали
- круги лепестковые торцевые
- лепестковые круги и головки
- борфрезы твердосплавные
- самозацепляемые шлифовальные круги
- шлифовальная шкурка на ткани
Для покупки продукции торговой марки Klingspor посетите раздел "Где купить", выберите ближайший регион и направьте заявку на покупку инструментов.
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.

Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.
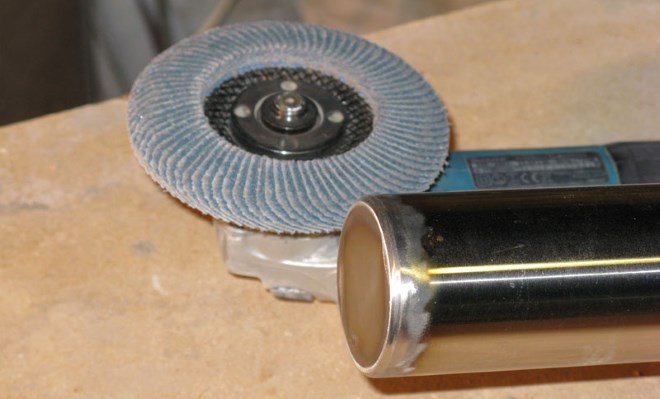
Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.

Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.

Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию. Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно.
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.

Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
На сегодняшний день большой популярностью пользуются травильные пасты следующих торговых марок, уже успевшие доказать свою высокую эффективность.
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.
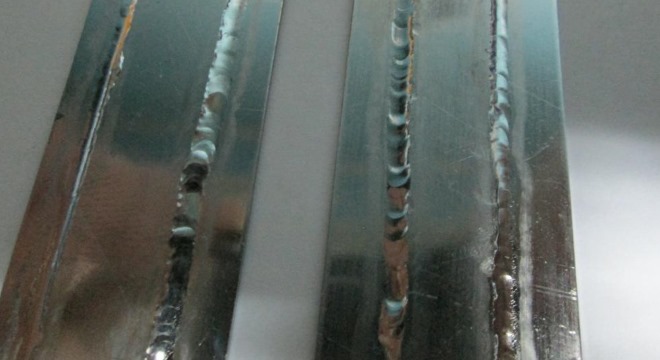
На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Конечно, наиболее простым и доступным методом отделочной обработки стальных изделий является их покраска, которая также может выполняться с использованием различных технологий и расходных материалов.
Травление нержавеющей стали, а также другие виды ее обработки придают изделиям из нержавейки привлекательный вид и улучшают их качество. За счет этого они могут использоваться и в быту, и в строительной сфере, и в разнообразных промышленных отраслях.
1 Сатинирование нержавейки – популярный метод обработки
Нержавеющая сталь часто применяется для изготовления промышленных конструкторских изделий и всевозможных элементов декора. Такие детали в большинстве случаев подвергаются сатинированию (полированию, шлифованию). Этот вид обработки считается достаточно практичным и при этом гарантирующим высокий результат. Поверхность изделий из нержавейки после проведения операции приобретает "атласный" вид.
Шлифование позволяет замаскировать практически любые дефекты, имеющиеся на конструкциях из нержавеющей стали, делая изъяны малозаметными.
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.

Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка.
На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия. Ее необходимо наклеить на полируемую деталь в 2–3 слоя.
- Затем осуществляется обработка части изделия ручным шлифком посредством движений возвратно-поступательного характера. Обратите внимание! Нельзя чересчур сильно давить на шлифок.
- После того как обработка одной части детали завершается, на нее размещается алюминиевая лента. После этого шлифуется соседняя зона.
Шлифовальные листы используются в ситуациях, когда применение шлифка является нецелесообразным, а также при необходимости восстановления поврежденной при сатинировании поверхности. В этом случае следует правильно подобрать зернистость инструмента. Делается это, как правило, на черновой детали.
2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки.
3 Воронение и другие способы обработки нержавеющей стали – короткий обзор
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:

Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.