Доброе время суток, дорогой читатель! Сборка или ремонт систем отопления, водопровода, канализации из современных видов полимерных изделий осуществляется легко и быстро, благодаря технологии запаивания, применяемой для соединения деталей. Выполнить эти работы можно своими руками, если знать как паять пластиковые трубы, заранее подготовить необходимые инструменты и приспособления.
Виды труб соединяемых пайкой
Спаивать можно следующие виды труб.

- поливинилхлоридные (ПВХ);
- полипропиленовые;
- медные трубы;
- полибутеновые;
- из полиэтилена повышенной термостойкости;
- пластмассовые изделия с армированием.
Необходимые инструменты и материалы для пайки
Для работы в домашних условиях потребуется заранее подготовить все необходимые инструменты и материалы:
- электрический паяльник;
- насадки и подставки для паяльника соответствующего размера;
- напильник или острый нож для удаления заусениц;
- измерительную линейку или рулетку;
- маркер;
- ножницы для резки труб;
- шейвер — приспособление для удаления армирующего слоя;
- специальный инструмент для снятия фасок;
- припой для пайки;
- флюсы и фитинги;
- спиртовой состав для обезжиривания.
Припой для пайки
Припой выпускается в форме проволоки, фольги, прутка и т. д. Он необходим для получения более прочного шва медных конструкций. Изготавливается на основе олова, серебра, цинка, свинца, сурьмы или меди.

В зависимости от температуры плавления подразделяется на:
- легкоплавкий;
- средне плавкий;
- высоко плавкий припой.
Флюсы и фитинги
Флюсы используются при пайке для защиты соединяемых металлических поверхностей от окисления. Они выпускаются в виде жидкости, сухой смеси или пастообразном состоянии и различаются по химическому составу, свойствам и назначению. Например, для очистки поверхности медного проката и повышения текучести припоя применяется борная кислота, хлорид цинка, соляная кислота.
Защитную плёнку можно создать с помощью канифоли, воска, различных смол.
Фитинги — это небольшого размера изделия, надеваемые на концы труб, которые соединяются пайкой. К ним относятся муфты, тройники, крестовины, обводы, заглушки, углы и т. п. Они должны быть из такого же материала, что и сами трубы. И конечно, не для кого ни является секретом, что купить фитинги можно в любом магазине сантехники.
Ножницы для резки
Этот вид инструмента имеет и другие названия — труборез, трубные ножницы или трубный резак. Он предназначен для быстрой резки изделий из пластика, обеспечивает выполнение кромки реза без заусениц, что упрощает подготовку к сварочному процессу.

Существует 4 вида трубных ножниц, различающихся по конструкции и цене:
- прецизионный труборез с механизмом — трещоткой. Приспособление используется для резки труб диаметром не более 75 мм;
- роликовые ножницы;
- автоматический труборез в форме пистолета;
- трубный резак — гильотина.
Советы по выбору и эксплуатации трубного паяльника
При выборе трубного паяльника следует учитывать его технические параметры:
- мощность. Мощные аппараты нужны для сваривания труб большого диаметра, для систем бытового назначения, в которых диаметр изделий не превышает 50 мм можно приобрести прибор мощностью 0,6 — 0,8 кВт;
- качество покрытия насадок и технологию их применения. Свариваемые изделия легко снимаются с насадок с тефлоновым покрытием, поэтому желательно выбирать паяльник, укомплектованный именно такими насадками. Кроме того, следует обратить внимание на возможность нагрева не только одной, а двух или трёх насадок одновременно. Это значительно ускорит выполнение работ;
- тип регулятора температуры. Паяльник может быть оснащён электронным, капиллярным или биметаллическим терморегулятором. Лучше выбрать модель с электронным регулятором температуры, так как у двух других имеется слишком большое расхождение между заданной и фактической температурой нагрева изделий.
Суть процесса и способы пайки
Пайка используется для герметичного соединения секций трубопровода между собой, монтажа запорной арматуры, контрольно — измерительных и предохранительных устройств.

Для соединения концов труб и патрубков трубопроводной арматуры применяются три технологии пайки:
- диффузионный способ. Сварка осуществляется за счёт нагрева и сдавливания соединительных элементов без расплавления основного материала деталей и применения дополнительных веществ;
- пайка с помощью электрофитинга. Для соединения используются специальные фитинги с нагревательным элементом. Процесс пайки происходит за счёт частичного расплавления внутренней части электрофитинга под действием электрического тока;
- холодным способом. Элементы теплопровода соединяются с помощью дополнительного материала — припоя.
Пошаговая инструкция по пайке пластиковых труб
Пайка трубопровода состоит из трёх основных фаз — нагрева, стыковки, фиксации и охлаждения элементов, для выполнения которых нужна определённая подготовка, соблюдение температурного режима и правил безопасности.
Меры безопасности
В процессе пайки нужно соблюдать элементарные меры безопасности для работы с электроинструментом:
- паяльник должен быть защищён от попадания атмосферных осадков, грязи и брызг;
- до подключения аппарата к сети, необходимо убедиться в его исправности, целостности шнура питания и вилки;
- во время работы следует проветривать помещение и пользоваться темоперчатками;
- не прикасаться открытыми участками кожи к нагретым поверхностям.
Подготовка элементов и деталей
На этом этапе необходимо выполнить:
- нарезку изделий на отрезки нужной длины;
- зачистку срезов от заусениц и их тщательную шлифовку;
- обезжиривание срезов спиртовым раствором;
- нанесение засечки, по которой можно будет вести контроль глубины введения труб в аппарат;
Подготовка паяльника
Аппарат нужно включить в сеть заранее, выставить терморегулятор в нужное положение и разогреть изделие до рабочих температур в зависимости от вида пластика.

Обычно время разогрева паяльника составляет 30 минут, пока не погаснет лампочка. К работе же прибор будет готов через 10 мин после достижения установленной температуры.
При подготовке аппарата также желательно дополнительно контролировать температуру штуцеров и гильз поверхностным электрическим термометром.
При какой температуре паять пластиковые трубы
Для пайки полиэтиленовых изделий терморегулятор на приборе устанавливают на 220ºС, для полипропиленовых — на 260ºС. Если регулятор отсутствует, можно придерживаться параметров нагревания деталей из таблицы 1.
| Наименование параметр | Диаметр труб, мм | |||||
| 20 | 25 | 32 | 40 | 50 | 63 | |
| Время нагрева изделий, сек | 6 | 7 | 8 | 12 | 18 | 24 |
| Время нагрева изделий, сек | 4 | 4 | 6 | 6 | 6 | 8 |
| Время остывания, мин | 2 | 2 | 4 | 4 | 4 | 6 |
Правила стыковки
При сборке стыков необходимо следить за совмещением кромок, чтобы у обеих изделий совпадали поверхности и не смещалась ось трубопровода. Зазор между кромками должен быть равномерным по всему диаметру с размером в 2 — 3 мм.
Соединение трубы
Разогретые детали снимают с насадок паяльника и соединяют друг с другом, слегка прижимая торцами. Затвердевание полимера произойдёт через 2-3 минуты.
Зачистка и охлаждение соединений
Место соединения должно находиться в неподвижном положении, пока пластик не остынет до температуры 38 — 42 градуса. Для этого соединённые детали фиксируют в хомуте или клипсе до момента охлаждения.
Зачистку наплывов выполняют острым ножом после полного охлаждения места стыковки.
Проверяем качество соединения
По окончании сварки все стыки подлежат визуальному осмотру. У качественно выполненного сварного шва должна быть ровная поверхность, без следов пористости, трещин, складок и чрезмерного блеска, которые возникают при перегреве. Наплыв в зоне шва должен быть сплошным и равномерным по всей окружности соединения и возвышаться над наружной поверхностью не более чем на 2 мм — для изделий с толщиной стенки до 10 мм.
Максимальная высота валика для труб с большей толщиной стенки составляет 4 мм.
Видео по пайке
Как спаять трубопровод на стене можно посмотреть на видео:
Частые ошибки
Пайка пластиковых труб не требует особых навыков, но если не придерживаться установленных норм и правил, испортить соединение всё же можно. Типичными ошибками начинающих мастеров являются:
- использование грязных насадок. Если на насадках останутся капли расплавленного полимера, то при следующей сварке они могут вклиниться между кромками изделий и резко ослабят соединительный шов;
- остатки воды и грязь на наружной поверхности. Они исключат плотный контакт поверхностей деталей по всей площади;
- приложение чрезмерного усилия при совмещении деталей. Часть расплава при избыточном давлении может выдавиться внутрь трубы и снизить её проходимость;
- попытка зачистить наплывы расплавленного пластика до полного охлаждения места соединения, которая неизбежно приводит к деформации трубы;
- недостаточный прогрев или перегрев места стыка.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.

Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов. При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали.
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Полное высыхание клеящего состава произойдёт через несколько часов.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Заключение
Пайка пластиковых труб является не сложной, но достаточно ответственной операцией. Ошибки и небрежности при её выполнении могут привести к серьёзным последствиям при первом же пуске водопроводной или отопительной системы.
Делитесь полезными идеями в социальных сетях со своими друзьями, а они обязательно поделятся с вами. И не забудьте подписаться на наш канал.
Ассортимент строительных продуктов с каждым годом растет. На рынке появляются современные материалы, которые облегчают ступени строительства, и повышают производительность рабочих. Потребители стремятся использовать при планировке внутренних систем в домах трубопроводы с большим сроком эксплуатации. Подходящей альтернативой, отвечающим потребительским запросам, стали ветки внутренних коммуникаций из пластика. Как паять пластиковые трубы?

Ещё одним преимуществом таких технологий считается появление возможности самостоятельно провести ремонт или замену сетей водоснабжения и отопления. Как паять пластиковые трубы для водопровода?
Разберемся в видах


Такие коммуникации подразделяются на подвиды:
- Полиэтиленовые – применяются для прокладки разводок внутри зданий и наружных трасс. Возможно их применение на трубных соединениях повышенного давления и при низких температурах окружающего воздуха.
- ПВХ используются в целях снижения себестоимости ремонта.
- Металлопластиковые – самые практичные изделия, сроком полезного использования более 50 лет. Идеальный вариант для замены горячего водоснабжения.
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок эксплуатации.
- Низкая коррозивность.
- Простота установки.
- Не требует особых навыков.
- Экологически чистый материал.
- Экономичные и доступные в применении.
- Легкие и удобные при транспортировке.
- Не поддаются вредному воздействию микроорганизмов.
Ваш водопровод


Полиэтиленовые модели монтируются спайным методом или при помощи муфт/фитингов (муфтовая сборка). Как паять пластиковые трубы для водопровода?
Для проведения новых сетей водоснабжения подойдут изделия из ПВХ и полиэтилена без армирования и усиления. Подготовка требует создать схему будущего водоснабжения с обозначением длин веток, его положением и всех необходимых для установки конструкции фитингов. Правильный расчет длин и числа загибов позволит упростить технологию, увеличить скорость выполнения задания и не допустить переделок.


Для паяния полиэтиленовых соединений понадобиться:
- Паяльник.
- Труборез
- Торцеватель для резки труб и срезания кромки отрезанных концов.
- Мелконаждачная бумага для зачистки краев
- Муфта соединительная (если муфтовая сборка)
Нагревательный прибор представляет собой специальное устройство с подошвой с креплением к ней особых насадок различного диаметра. Существуют приборы, в комплект которых входят от двух и более насадок одновременно.

Этапы технологии прокладки гидрокоммуникаций расскажут, как научиться паять:
- Отмеряем рулеткой нужную длину.
- Отрезаем труборезом отмеренную длину.
- Заторцовываем отрезанные концы. Это важный этап при паянии. Срезы должны быть гладко отшлифованы и зачищены. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Спаиваем концы. Если при установке сетей жизнеобеспечения используется муфтовое соединение, тогда на один конец строения устанавливаем муфту/фитинг и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника. После прогрева концы незамедлительно соединяем и дожидаемся полного остывания сборки. О качестве сварки свидетельствует наличие буртика.
Внимание! При монтаже тепло- и водоснабжения спайным швом категорически не допускается падание воды или влаги в полость или на поверхность. При нагреве вода, превращаясь в пар, деформирует пластиковую структуру, в результате чего она теряет свою прочность.
На что обратить внимание
Температурные режимы для спайки описываются в инструкциях к инструменту. На современных изделиях установлен автоматический режим нагрева в зависимости от размера монтируемой сети и глубины сварки. На предыдущих марках силу нагрева подбирали вручную.

При какой температуре паять пластиковые трубы? При спайке полиэтиленовых стояков устанавливаем температурный регулятор в районе 220 ° С, для полипропиленовых – 260 °С. На механизме нагрева имеется индикатор, который показывает готовность прибора к использованию. Индикатор горит только в режиме нагрева.
Продолжительность паяния зависит от окружного радиуса трубопровода, и может составлять от 5 до 40 сек. Не следует перегревать концы. Это может вызвать образование закупорки в месте спайки.
Если требуется провести монтаж водоподачи одного размера, то не следует переплачивать за количество насадок и наличие температурного механизма.
Если планируется большой объем производства длительного характера с применением сетей различных размеров по окружности, то приобретаем универсальный прибор для соединения с последними техническими возможностями и характеристиками.
Нюансы пайки
Знать технологию присоединения автономных коммуникаций не достаточно. Для качественной установки нужно знать ряд особенностей прокладки и пайки жилищных веток. Как правильно паять пластиковые трубы? Чтобы обеспечить профессиональную сборку технологических строений необходимо помнить некоторые нюансы соединения:
- Для проведения паяльной сборки предусмотрено время разогрева. Это время составляет от 5 до 20 мин.
- Производство внутридомового жизнеобеспечения следует проводить при температуре выше нуля.
- После спайки концов требуется не допускать их прокручивание или перемещение, достаточно плавно исключить перекосы. Необходимо дать им остыть. Прокручивание спайного шва может в будущем дать течь. Для остывания требуется столько же времени, что для ее пайки.
- Необходимая мощность паяльного инструмента – 1200 Вт.
- Домашние паяльники предназначены для пайки разводок диаметром до 32 см. Если понадобиться сборка изделий большого диаметра, то приобретаем профессиональное устройство для спаивания.
- Между краем трубопровода и внутренней резьбой фитинга не должно быть зазоров. Зазоры могут дать протечки при высоком давлении воды. Чрезмерное усилие при сжимании элементов может привести к уменьшению просвета в полости и ухудшить работу всей конструкции.
- Удалять остатки материала с насадок следует после каждой произведенной паки. Так как насадки имеют специальное покрытие, убирать нагар следует деревянным приспособлением, чтобы не повредить целостность поверхности. Царапины на поверхности насадки ухудшат технологические характеристики прибора и приведут его в негодность для дальнейшей эксплуатации.
Думаете, как сделать отопление?

Монтаж теплоснабжения обладает рядом сложностей. Устройство отопительных моделей может проводиться в помещениях с низкими температурами, что усложняет процесс пайки. Для теплоподачи разрабатывают системы в зависимости от температуры подаваемой в систему воды и рабочего давления. Применение пластика в строительстве позволило увеличить производительность, и уменьшить затраты на необходимый материал.
Трубы для отопления армируются стекловолокном, что делает этот материал прочным и долговечным.
Охрана здоровья и условия труда
При производстве работ, связанных с нагревом стыков теплотрассы выполняем правила техники безопасности, чтобы исключить получение травм и ожогов:
- Паяем в специальных защитных перчатках.
- Следим за чистотой пола в помещении. Грязь отрицательно повлияет на качество сварки и внешний вид всей конструкции.
- Паяльник устанавливается на ровную горизонтальную поверхность.
- Приступать к работе необходимо после полного разогрева приспособления, после отключения индикатора готовности к работе.
- Пальник не выключаем из электрической сети на протяжении всего монтажа.
Паять пластиковые трубы своими руками несложно. Процесс пайки не требует наличие профессиональных навыков или опыта. Смонтировать сети жизнеобеспечения в собственном доме может каждый. Обязательный состав требуемого инструмента включает в себя только паяльное устройство. Остальные вспомогательные инструменты можно заменить подручными средствами, труборез – острым ножом. Трубопровод из полиэтиленовых конструкций и ПВХ – надежная, долговечная и экологически чистая система для подачи воды и отопления.
Рекомендуем видео: Секреты монтажа полипропиленовых труб
Ремонт — это довольно дорогое удовольствие, поэтому многие, чтобы сэкономить, предпочитают делать его своими руками. Но если поклейка обоев и укладка линолеума считаются простыми видами ремонта, то прокладка или замена коммуникаций требуют определенных навыков и специального оборудования.

Например, многих пугает необходимость соединения пластиковых труб при ремонте водопровода. На самом деле, в этом нет ничего сложного, достаточно обзавестись сварочным устройством для пластиковых труб и изучить некоторые особенности процесса.
Какие инструменты понадобятся для пайки труб
Для проведения сварочных работ с трубами из пластика понадобятся следующие инструменты:
- строительная рулетка и карандаш (маркер) для произведения замеров,
- труборез или строительный нож для обрезки труб,
- шейвер (если проводится сваривание труб, армированных алюминиевой фольгой),
- напильник и мелкозернистая наждачная бумага для затирки заусениц на обрезанных трубах,
- аппарат для сварки труб.

Также понадобится спирт для обезжиривания элементов конструкции в местах сваривания и ветошь.
Что представляет из себя сварочный аппарат для пластиковых труб
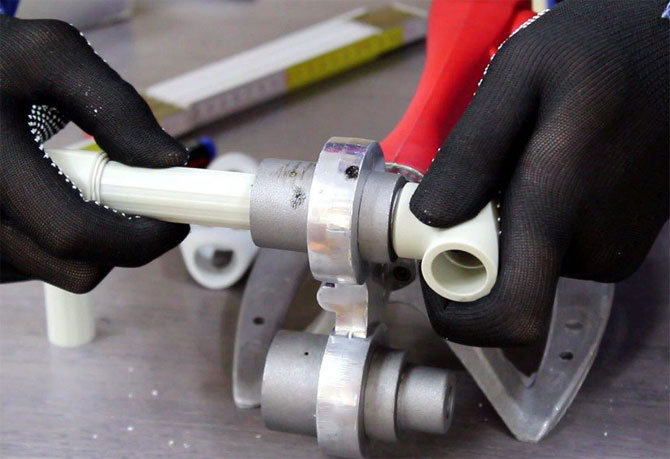
Действие сварочного аппарата для пластиковых труб заключается в разогреве концов трубы и фитинга, которые будут соединяться между собой, до температуры, близкой к плавлению. Благодаря размягчению материала после остывания они образуют единую монолитную конструкцию.
Сам аппарат состоит из опорной платформы и корпуса, оснащенного:
- регулятором температуры,
- световыми индикаторами рабочего состояния аппарата,
- греющего элемента (зеркала, подошвы),
- рукоятки для регулировки положения зеркала.

В подошве аппарата находятся два отверстия, на которые крепятся насадки, соответствующие диаметрам пластиковых труб. Самые часто встречающиеся насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр — 63 мм.
Полезно! Во время работы подошва и прикрепленные к ней насадки нагреваются на одинаковую температуру, что позволяет надежно соединить элементы трубопровода, не беспокоясь, что один из них недостаточно прогрелся.
Существует 2 вида сварочных аппаратов для пластика: мечевидный и цилиндрический. Мечевидного аппарата достаточно для применения в бытовых условиях, но этот инструмент обладают одним недостатком — довольно плохой устойчивостью.
Чтобы во время работы не произошло переворачивание аппарата, необходимо либо обеспечить дополнительное крепление, либо работать крайне аккуратно. Цилиндрические аппараты не имеют такого недостатка, но являются более профессиональным оборудованием, а потому стоят на порядок дороже.
Что касается качества сварки ,то если соблюдать технологические требования процесса, результат на обоих видах аппаратов будет одинаково хорошим.

Полезно! Для проведения разовых сварочных работ не обязательно покупать аппарат, можно взять его в аренду (многие строительные магазины предоставляют такую услугу).
Подготовительный этап перед пайкой пластиковых труб
Перед началом работ желательно провести в помещении влажную уборку, так как любое загрязнение снижает качество сварки. Лучше всего работать в закрытом помещении, так как на открытом воздухе есть вероятность порывов ветра, несущего пыль и мусор.
Важно! Производить сварочные работы можно только при температуре воздуха выше 0 °С.
Подготовка к свариванию имеет несколько этапов:
- Провести замеры с нанесением соответствующих отметок на трубы.
- Отрезать необходимую длину трубы с помощью строительного ножа или трубореза.
- При работе с металлопластиковыми или армированными алюминием трубами необходимо удалить небольшой участок металлического слоя с помощью шейвера. Это обеспечит надежную соединение элементов трубопровода без риска попадания транспортируемых сред между слоями трубы.
- Зачистить обрезанные края трубы напильником и наждачкой до такой же степени гладкости, какую имеют фитинги.
- Протереть спиртом внутреннюю часть фитинга и наружную сторону трубы для снятия возможного жирного слоя.

Также стоит уделить внимание мерам безопасности. Сварочный аппарат должен находиться на абсолютно ровной горизонтальной поверхности, чтобы в процессе работы не произошло его опрокидывание. Работать нужно в защитных перчатках, так как подошва станка нагревается до очень высоких температур.
Рекомендации специалистов
Сваривание пластиковых труб требует некоторой сноровки, поэтому, при выполнении сварки впервые, лучше потренироваться на небольших ненужных обрезках труб, прежде, чем приступать пайке трубопровода.
- Выбирая аппарат для пайки труб, лучше остановиться на инструменте мощностью 1200 Вт.
- Перед сваркой необходимо дать аппарату разогреться до нужной температуры: для полиэтиленовых труб +220 °С, для полипропиленовых +280 °С. После первого включения это займет около 10 минут. На современных агрегатах есть индикатор, оповещающий о готовности инструмента к работе.
- После спаивания каждого элемента трубопровода важно очищать насадки от приставшего пластика, иначе он начнет обгорать и испортит внешний вид и функционал последующих соединений.
- Чистку стоит проводить деревянными инструментами (палочками, лопатками), так как металлические могут поцарапать насадки, из-за чего на них сильнее будет налипать расплавленный пластик.
- При соединение разогретых элементов трубопровода нельзя слишком сильно прижимать их друг к другу, так как размягченная труба деформируется внутри фитинга, уменьшив проходной диаметр, что ухудшит работу всей системы.
- Соединять элементы трубопровода необходимо ровно, без прокручивания, так как это может нарушить целостность швов.
- Ни в коем случае между спаянными трубой и фитингом не должно оставаться зазоров, шов должен быть абсолютно герметичным.
Технология пайки пластиковых труб
Проведение пайки пластиковых труб проходит в несколько этапов:
- Сварочный аппарат устанавливается на рабочий стол, на зеркало крепятся насадки, соответствующие размерам свариваемых элементам.
- Аппарат включают и дают ему разогреться до необходимой температуры ( +220 °С для полиэтиленовых и +280 °С для полипропиленовых труб).
- После нагрева насадок на них надевают свариваемые элементы трубопровода на несколько секунд:
- Ø трубы 16 мм — 5 с,
- Ø трубы 20 мм — 6 с,
- Ø трубы 25 мм — 7 с,
- Ø трубы 32 мм — 8 с,
- Ø трубы 40 мм — 12 с,
- Ø трубы 50 мм — 24 с,
- Ø трубы 63 мм — 40 с.
- По истечению установленного времени элементы аккуратно снимают и крепко соединяют между собой так, чтобы не осталось никаких зазоров. Нельзя слишком сильно вдавливать трубы друг в друга или прокручивать их по оси.
- Перед проверкой герметичности шов должен полностью остыть. Обычно этот процесс занимает от 1 до 3 часов.
Специально разработанные для пайки пластиковых труб насадки обеспечивают прогревание деталей на необходимую глубину и температуру, поэтому сцепление будет надежным по всей длине.
Как проверить качество соединения
Прежде, чем подключать спаянные трубы к общей системе, необходимо удостовериться в их герметичности. Для этого в спаянную систему заливают воду и проверяют, нет ли где-нибудь протечек. В случае полной герметичности трубы можно подключать к общей системе водоснабжения или отопления.
Собрать пластиковый трубопровод своими руками несложно. При соблюдении всех требований к процессу работа займет немного времени, и можно сэкономить, не нанимая рабочих.